Cechy
Aplikacje: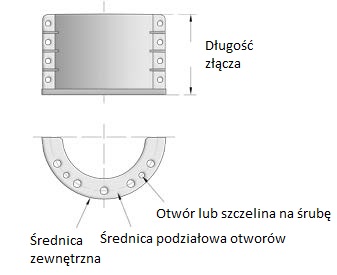
- Zdolność dopasowania do szerokiego zakresy wzorów owierceń eliminuje potrzebę składowania wielu rodzajów złącz.
- Wytrzymała konstrukcja odlewana.
- Wytłoczona bezpieczna wartość ciśnienia roboczego.
- Dostarczane jako złożone wstępnie i ze śrubami, przystosowane do zastosowania do węży z wykładzinami Linatex® lub SBR.
- Kołnierze połączeniowe dzielone.
- Uszczelki dostępne na zamówienie.
Aplikacje:
- Wszelkie aplikacje wymagające węży docinanych
Systemy osprzętu połączeniowego 801 i uszczelki
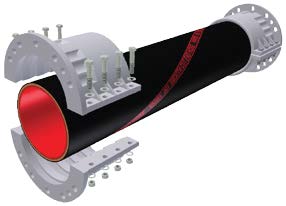
System odlewanych złącz dzielonych Linatex® to odlewane z aluminium złącza zaprojektowane do zakładania na zakończenia typoszeregu węży docinanych Linatex®. System 2-częściowy pozwala na wykonanie węża o specyficznej długości poprzez docięcie na obiekcie a następnie szybkie i łatwe zainstalowanie.
Złącza Linatex® są dostarczane jako dwie połówki. Po docięciu węża na odpowiednia długość, zewnętrzne złącza 2-połówkowe nakręca się na zewnętrzną powierzchnię węża przez co tworzy się przyłącze kołnierzowe. Ponieważ złącze nie ma kontaktu z cieczą procesową, może być oczywiście użyte ponownie.
Złącza Linatex® zostały zaprojektowane do współpracy z wężami zakończonymi kołnierzami o różnych wzorach owiercenia.
Uszczelki są dostępne jako uzupełnienie szeregu złącz i węży docinanych Linatex® Cut End. Wykonane z odpornej na ścieranie gumy Linatex® 60, uszczelki Linatex® są przeznaczone do montażu kołnierz-kołnierz przy pompach oraz przy łączeniu ze sobą węży z wykładzinami i bez wykładzin.
| OTWÓR NOMINALNY | ŚREDNICA KOŁNIERZA | ŚREDNICA PODZIAŁOWA | SZER. OTWORU NA ŚRUBĘ | DŁ. OTWORU NA ŚRUBĘ | GRUBOŚĆ KOŁNIERZA | DŁUGOŚĆ ZŁĄCZA | LICZBA CZĘŚCI | LICZBA OTWORÓW | WAGA KG | DRILLING PATTERN |
|---|---|---|---|---|---|---|---|---|---|---|
| 50 | 165 | 120 | 20 | 24 | 14 | 90 | 2 | 4 | 1.5 | DINNP10; ANSI150; BS Table D & E |
| 65 | 180 | 136 | 20 | 29 | 16 | 90 | 2 | 4 | 2 | DINNP10; ANSI150; BS Table D & E |
| 80 | 195 | 153 | 20 | 25 | 17 | 90 | 2 | 4 | 2 | DINNP10; ANSI150; BS Table D & E |
| 100 | 228 | 185 | 20 | 25 | 18 | 145 | 2 | 6 | 4.5 | DINNP10; ANSI150; BS Table D & E |
| 125 | 254 | 213 | 22 | 25 | 18 | 157 | 2 | 6 | 5 | DINNP10; ANSI150; BS Table D & E |
| 150 | 288 | 237 | 22 | 25 | 20 | 167 | 2 | 6 | 7 | DINNP10; ANSI150; BS Table D & E |
| 200 | 338 | 295 | 22 | 25 | 18 | 232 | 2 | 6 | 10 | DINNP10; ANSI150; BS Table D & E |
| 250 | 416 | 361 | 26 | 27 | 20 | 270 | 2 | 6 | 18 | DINNP10; ANSI150; BS Table E |
| 356 | 22 | 22 | BS Table D | |||||||
| 300 | 500 | 416 | 26 | 30 | 21 | 330 | 2 | 10 | 25 | NP10/ANSI150 Table D & E |
| 350 | 526 | 467 | 26 | 29 | 25 | 277 | 4 | 12 | 27 | PN10 |
| 475 | 29 | 31 | DINNP10; ANSI150; BS Table D & E | |||||||
| 400 | 606 | 529 | 26 | 40 | 25 | 400 | 4 | 12 | 50 | ANSI150; DIN PN10 |
| 521 | 29 | 26 | BS Table D & E | |||||||
| 450 | 635 | 578 | 32 | 36 | 25 | 450 | 4 | 16 | 55 | ANSI150 |
| 565 | 27 | 33 | DIN PN10 | |||||||
| 500 | 705 | 630 | 30 | 35 | 25 | 500 | 4 | 16 | 65 | ANSI150; DIN PN10/td> |
| 600 | 830 | 740 | 34 | 35 | 30 | 600 | 4 | 16 | 100 | ANSI150; DIN PN10 |
Instrukcja montażu węży docinanych
Przy transporcie materiałów ściernych, jest szczególnie ważne aby zainstalować wąż tak równo jak to możliwe. Powinien on być podparty na całej długości, zaś kolana i pętle powinny być tak równe jak to możliwe. Każda nieregularność spowoduje większe zużycie w wystających punktach i zwiększy opory przepływu w systemie.
Należy mieć na uwadze prawidłowy dobór podpór na wąż. Istnieje szeroki wybór projektów oraz metod instalowania systemów węży Weir Minerals do transportu materiałów.
Dla większości aplikacji został opracowany wykorzystujący standardowe komponenty system wsporczy, szeroko dostępny u dostawców węży. Komponenty systemu wsporczego składają się z prostych konstrukcji spawanych, wykonanych z płaskowników i kątowników.
Przy spawaniu zacisków na miejscu, dla odcinków prostoliniowych zalecane są następujące dystansy:
Węże o średnicy do 100mm: co 1000mm
Węże o średnicy do 200mm: co 1250mm
Węże o średnicy powyżej 200mm: co 1500mm
Etapy montażu węży docinanych

Przy zginaniu prostych odcinków węży należy przestrzegać zaleceń co do promienia zgięcia i lokalizacji zacisków podane w załączonej tabeli. Zmierzyć wymaganą długość węża i zaznaczyć punkt kredą lub mazakiem pozostawiając dodatkowe 5 mm. Ustawić złącze upewniając się czy kołnierz jest zlokalizowany na linii cięcia a następnie zacisnąć złącze na pozycji. Przy tej czynności upewnić się czy dwie połówki złącza są do siebie równoległe i równe.
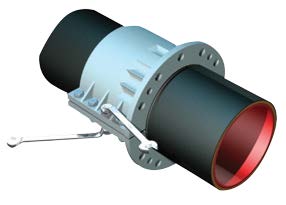
Przykręcić połówki złącza na pozycji, upewniając się że śruby są równomiernie dokręcone., nie dokręcać całkowicie jednej strony ponieważ wtedy wystąpi ryzyko pęknięcia złącza. Złącze jest właściwie ułożone gdy pomiędzy kołnierzami występuje szczelina rzędu 3 mm.

Wykorzystując kołnierz jako prostą krawędź odciąć wąż – nóż powinien być ostry. ZACHOWAĆ OSTROŻNOŚĆ. Jeśli przecięcie wydaje się trudne – użyć mydlin jako środka smarującego.
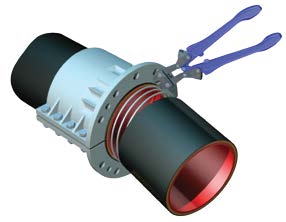
Odgiąć drut spirali i odciąć go nożycami do śrub lub tarczą do metalu. Sprawdzić końcową długość i ustawić dokładnie złącze zapewniając szczelinę 3 mm pomiędzy połówkami oraz czy zachowano 5 mm naddatek węża.